¿Cuáles son las posiciones focales en el proceso de corte por láser?
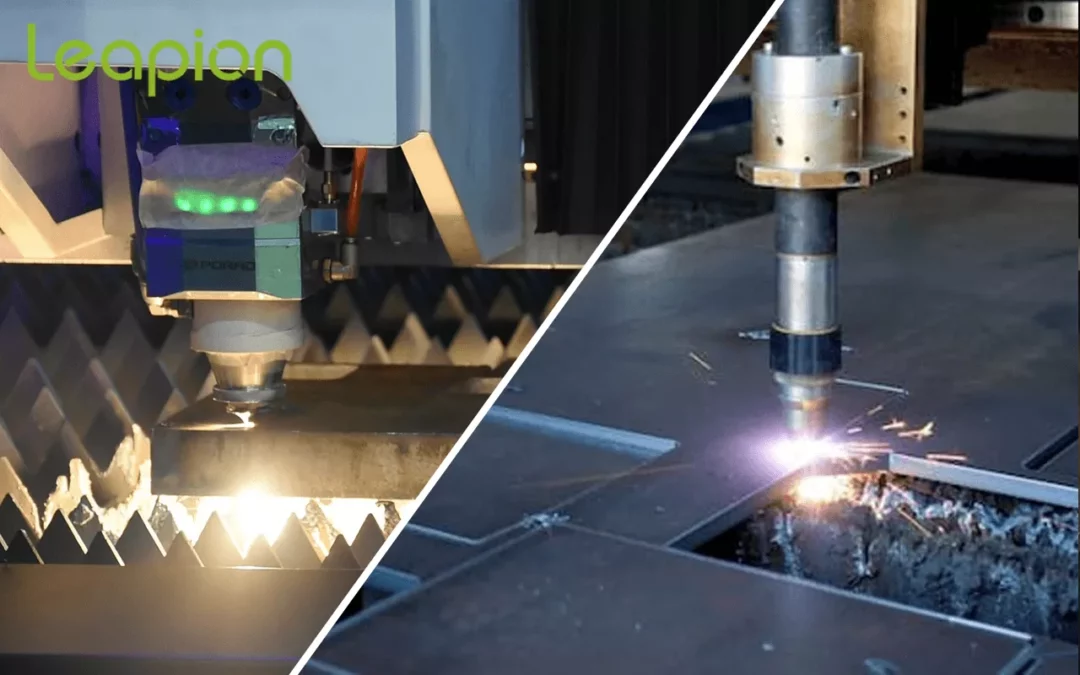
En el proceso de corte por láser, el posicionamiento del enfoque láser es un paso muy crítico. Solo cuando el enfoque está alineado puede garantizarse una calidad de corte Ir. Cuando usamos elmáquina de corte por láser, debemos elegir diferentes modos de enfoque de acuerdo con las necesidades de procesamiento de diferentes piezas. Vamos a compartir la relación de posición entre el enfoque y la pieza de trabajo en el proceso de corte por láser.
La máquina de corte por láser utiliza un espejo de enfoque para enfocar un haz láser de alta potencia para formar un enfoque pequeño, y luego utiliza la alta energía del enfoque para fundir y vaporizar la placa de acero para lograr el corte. La distancia de procesar la distancia focal en la superficie superior de la pieza de trabajo generalmente se denomina centrada en las partes superior e inferior de la pieza de trabajo.
La importancia de la posición de enfoque: Cambiar la posición de enfoque significa cambiar el tamaño del lugar, lo que aumenta la distancia del enfoque, espesa el lugar y ensancha el espacio, que afecta al área de calentamiento, la distancia de enfoque y el volumen de descarga de escoria.
La posición focal de la máquina de corte por láser está en la superficie de la pieza de trabajo.
Este método es la posición de enfoque más común, también conocida como longitud focal cero. A menudo se usa para cortar SPC / SPH / SS41 y otras piezas de trabajo. Cuando se usa, deje que la máquina de corte láser se enfoque cerca de la superficie de la pieza de trabajo.
En este modo, debido a la ligera diferencia en la suavidad de las superficies superiores e inferiores de la pieza de trabajo, la superficie cortada del lado cercana al enfoque será más suave. A la inversa, la superficie cortada del lado lejano lejos del enfoque será más áspera. En uso real, a menudo se determinará de acuerdo con los diferentes requisitos de proceso de las superficies superior e inferior.

La posición de enfoque de la máquina de corte por láser está dentro de la pieza de trabajo.
Este método se denomina longitud focal positiva, y generalmente se usa al cortar la placa de acero inoxidable o de acero aluminio y otros materiales, de modo que el enfoque de corte se encuentra dentro de la pieza de trabajo.
La desventaja principal de este método es la amplitud de corte, y este modo a menudo requiere un flujo de aire de corte más potente, temperatura suficiente y tiempo de corte más largo y penetración. Por lo tanto, solo debe usarse al cortar materiales más duros, como acero inoxidable o aluminio.
La posición de enfoque de la máquina de corte por láser está en la pieza de trabajo.
Este método también se denomina longitud focal negativa, porque la posición del punto de corte no es ni en la superficie ni en el interior de la pieza de trabajo, sino que se coloca sobre el material de corte.
En general, cuando se usa este tipo de enfoque, se debe a que el grosor de la lámina es relativamente alto. Si el enfoque no está posicionado de esta manera, puede causar un oxígeno insuficiente entregado por la boquilla, lo que resulta en una disminución en la temperatura de corte y la incapacidad para cortar el material. Sin embargo, una desventaja significativa de este método es que la superficie de corte es áspera, que no es adecuada para el corte de precisión.
Se puede ver que en el corte por láser, la elección de diferentes modos de enfoque de acuerdo con las necesidades de procesamiento de diferentes piezas puede proporcionar un juego completo a las ventajas de rendimiento de la máquina de corte por láser y garantizar el efecto de corte. Si quieres saber más sobre los problemas profesionales demáquina de corte por láser, Bienvenido a consultar a Leapion Laser.